
Vacuum forming is a type of thermoforming, where a plastic sheet is heated until it becomes mouldable, when it is then stretched over a mould and the force of the vacuum pulls the plastic against the mould.
Vacuum forming can be used for a number of purposes. Bray Plastics often use vacuum forming to create very large scale components. The largest to date was the size of a bath tub. It is also possible to lay a number of moulds on the same bed and create many smaller components at the same time. Depending on size up to 80 components could be created from one plastic sheet.
Before any vacuum forming can take place a mould is required. This can be made from wood, aluminium, foam, resin. When creating the mould the plastic engineer must consider the shrinkage of the plastic when it is heated and cooled. Most plastics shrink by different amounts so the mould must be made larger by the same percentage to allow for the shrinkage. ABS shrinks by 0.8% so the internal dimensions of the mould must be 0.8% larger to allow for the shrinkage whilst cooling.
The Vacuum Forming Process
The mould is placed on the machine bed and held in place. The plastic sheet is clamped firmly in place. The clamps need to handle the thickest material (between 6-10mm). Some plastic sheets have undergone screen printing prior to being formed. In these cases the screen print file is created from the end product and worked backwards to form a flat print.
The plastic sheet is heated so the sheet reaches a uniform temperature throughout its thickness. Different plastics have different temperatures they are required to reach before they become malleable.
The heaters are usually infra-red elements set in an aluminium reflector plate.
Once the plastic has reached it’s ‘plastic’ state or forming temperature the mould is pushed up into the sheet. The vacuum is applied to draw the air out between the sheet and the mould.
Only once the plastic has been formed around the mould is it allowed to cool. Once cooled the plastic returns to its solid state. If the mould is released before the plastic is fully cooled then the plastic may become deformed and the component will be spoiled.
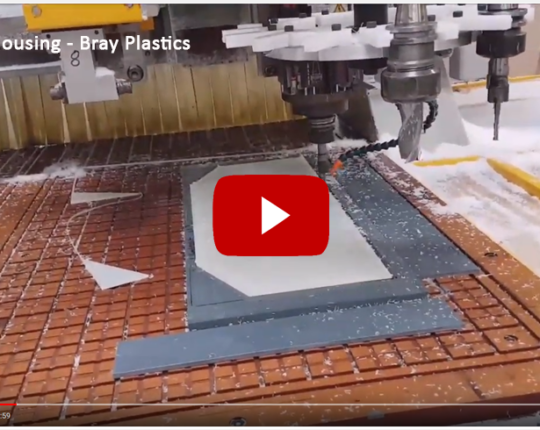
Once the formed part has been cooled and removed from the machine it needs to be cut from the excess material and then have a finishing process if necessary. This can include cutting holes or slots, printing, coating, strengthening, assembly or reinforcing.

Vacuum forming originated in the 1930s and is still a hugely relevant engineering process due to its low cost, efficiency and speed of replication, and the cost of creating the tooling.
New thermo-formable plastics and composites are being developed to be more environmentally friendly and more efficient to process.
Vacuum forming can be used in conjunction with a number of other processes including injection moulding, 3D printing and casting to form a number of components that will all be assembled together to form a final product.